(PR)
食器水切りカゴの修理
ハンダによる溶接で修理する
ステンレス製の水切りカゴが壊れた

多くのご家庭のキッチンでよく見かける食器用のステンレス製水切りカゴです。毎日使うものですが、頑丈にできていますので、我が家でも20年ほど使っています。
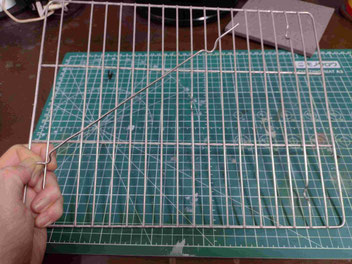
この水切りカゴは、水受けのトレー、上げ底のための金網、カゴ本体の3つからなっています。
今回壊れたのは、上げ底のための金網です。縦横にステンレスの棒が組み合わさったものですが、このうちの上げ底用の足が付いた棒の1本が外れてしまいました。
ステンレス製の縦横の棒は、それぞれ溶接されています。上げ底用の足が付いた棒は、ほかの棒に比べて力が掛かるので、溶接が外れてしまったようです。
溶接というと、鉄工所で見かける火花を散らしながらバーナーで熱する光景が目に浮かびますが、今回はハンダ溶接の手法により修理を行います。
同様の手法には、「ロウ付け」と呼ばれるものもありますが、こちらは銀やリン銅のロウ材を高温で熱して溶接するものです。これに対して、ハンダ溶接はもう少し低い温度で溶接できるので、バーナーではなくハンダごてを利用して作業ができます。
「比較的には低い温度」とはいえ、十分に高い温度が必要なため、電子部品を基板にハンダするときのようなハンダごて(30W程度)ではなく、100W程度の高出力ハンダごてを使用します。また、そのままではステンレスとの相性が悪くハンダをはじいてしまうので、フラックスと呼ばれる薬品を塗布します。


(PR)

|
白光(HAKKO) JUNIOR ステンレス・板金加工用はんだこて 100W I型こて先付き 343
新品価格 |
(PR)

|
白光(HAKKO) SUSSOL-F ステンレス用フラックス 20ml ヤニなしはんだ付き(20g) 89
新品価格 |

はじめに、溶接を施す箇所をサンドペーパーで磨き、汚れやさびなどを除去します。この作業が結構大切です。

外れてしまった部品が動かないようにしっかりと固定します。今回は大型のゼムクリップを挟み込んで固定していますが、熱に強いものなら何でも構いません。
そして、溶接を施す箇所にフラックスを塗布します。フラックスはこの写真のような液体タイプのほか、半固定タイプなどもあるので、溶接個所の形状に応じて使い分けるとよいです。
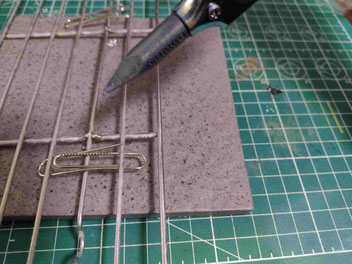
フラックスの塗布後、よく熱したハンダごてを使ってステンレス棒材の周囲をよく温めます。そこにハンダを解かしこみます。フラックスが上手くついていれば、液状になったハンダが棒材の隙間に吸い込まれるように流れ込んでいきます。
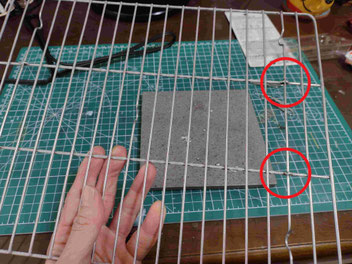
ハンダ溶接が完了しました。ガッチリとくっついています。凹凸が気になる場合には、やすりで均せばきれいになります。
溶接のあとは、中性洗剤を使って水洗いをしておくことで、さび付きの予防になります。

修理完了です。これでまたしばらく使えそうです。
この修理方法は、台所にある様々な調理器具の修理に応用可能です。金ザルの足が外れてしまったような場合も、この方法で直せます。直接火にかけるような器具以外であれば大丈夫です。


(PR)